

3D Dimensional Accuracy Management System for Steel Structures
With the development of science and technology, modern buildings are getting taller and taller, and their shapes are becoming more and more unique. The construction difficulty has correspondingly increased, and traditional manufacturing precision detection technology can no longer meet the inspection requirements. Under this circumstance, we introduce 3D precision control technology to achieve 3D precision control of irregular steel structure components, and use a digital simulation system to achieve on-site simulation pre-assembly, so that problems can be predicted and avoided.
I. Project Introduction
With the development of science and technology, modern buildings are getting taller and taller, and their shapes are becoming more and more unique. The construction difficulty has also increased accordingly, and traditional manufacturing precision detection technology can no longer meet the inspection requirements. In this case, we introduce three-dimensional precision control technology to achieve three-dimensional precision control of shaped steel structure components, and use a digital simulation system to achieve on-site simulation pre-assembly, so that problems can be predicted and avoided.
The LA Stadium roof project, the most complex part of the roof is 538 meters long and 287 meters wide, plus a 306-meter-long and 235-meter-wide intermediate cable space, the roof area is 200,000 square meters, and the total weight is about 22,000 tons. The entire roof is composed of more than 4,000 individual components, with complex lines, and high-strength bolts are used for connection. The structural and assembly dimensional deviations of the components are kept within 1-2 millimeters, and the gap between the flange mating surfaces during assembly is controlled within 1 millimeter.

Figure 1 LA Stadium
II. Introduction of Precision Control Technology
2.1 Precision Control Technology Flowchart
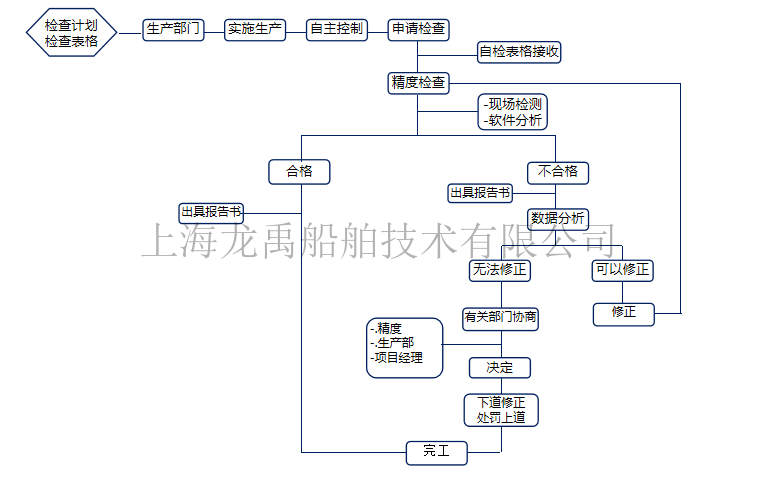
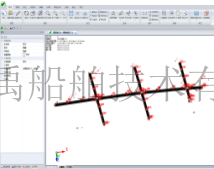
Figure 2 Precision Control Technology Flowchart
2.2 Precision Management
In the early stage of the project, through the preparation of inspection plans, difficulty analysis, and self-inspection management reports, communication and training were conducted for personnel related to production and manufacturing to achieve overall precision control of the project; during the project implementation, through the combination of three-dimensional reports and two-dimensional size management, a precision management model with the participation of contractors has gradually been formed, which has greatly increased the manufacturing speed of steel components and shortened the project cycle. At the same time, in order to enhance the precision management awareness of production personnel, when precision management personnel have no inspection tasks, they will conduct inspections in the workshop. Inspection items include: gaps at the joints of components, tire frame contact rate, degree of fit between the ground tire plate and the ground, accuracy of self-inspection, whether the components are manufactured according to the construction process, etc. By establishing a review rate, the learning ability and economic efficiency of each construction team are evaluated.
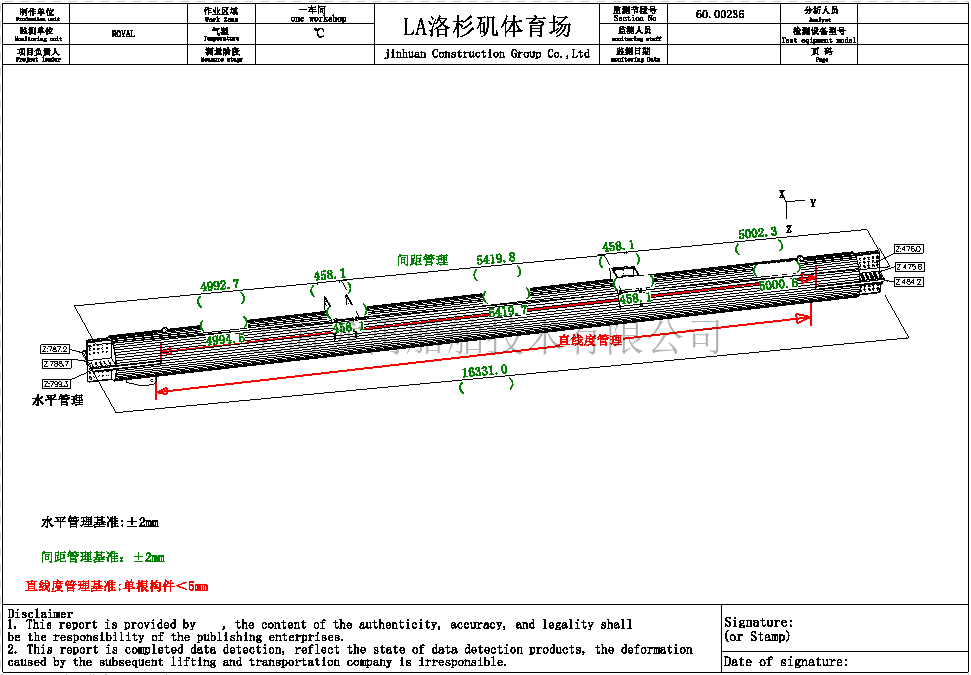
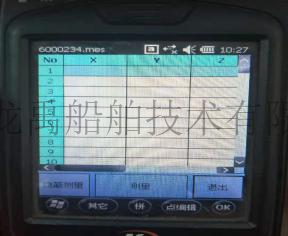
Figure 3 Schematic diagram of independent inspection form
2.3 Precision Control
In the process of the project, the overall precision control of the project is mainly achieved through ground sample control, tire frame control, control network layout, installation positioning control, three-dimensional data acquisition and simulated loading.
2.3.1 Ground Sample Control On-site construction personnel draw ground sample lines according to the drawings, and precision control personnel use total stations to check the dimensions between various nodes of the ground sample lines, ensuring that the error in drawing the ground sample lines is within ±0.5mm.
2.3.2 Tire Frame Control: Before the production of each segment, holes are drilled under each segment component, and steel plates are laid for fixing, and the tire frame foundation is strengthened to achieve control of the segment precision.
2.3.3 Control Network Layout: According to the assessment of the subsequent detection of the state of the building production site, according to the assessment of the subsequent detection location of the on-site site, a control network is set up at the component assembly location according to the detection location. When collecting control network data, the data is collected using the method of measuring back, ensuring that the measurement accuracy is better than 0.5mm.
2.3.4 Installation Positioning Control: During precision detection, attention should be paid to whether the tire frame is stable, and whether the components are shaking. If this happens, the team should be notified immediately, and the tire frame should be strengthened before precision measurement is carried out.
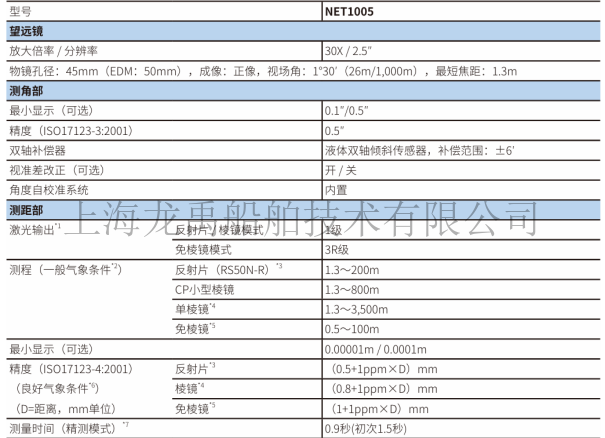
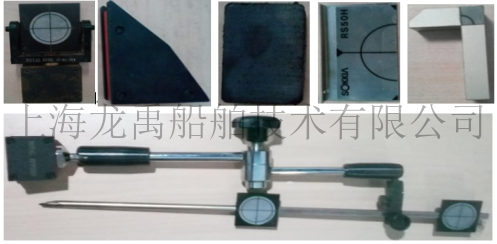
2.3.5 Three-Dimensional Data Acquisition: Reasonably set up detection instruments according to the on-site placement of components, use the measurement software IN-CHECK to collect measurement points according to the point layout table, and control the instrument moving station measurement accuracy within 0.5mm.
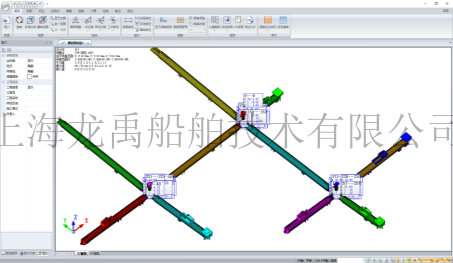
2.3.6 Simulated Loading: Before shipment, simulated assembly work is carried out on the components, mainly to examine the degree of fit between adjacent components and the difference between the actual value and the theoretical value of the components, to ensure that the components can be smoothly assembled. Based on digital measurement, through the application of virtual technology and manual intervention, multiple adjacent components are simulated and demonstrated on the computer, and an effective simulated pre-assembly scheme is obtained. Under the premise of ensuring accuracy, the scheme guides the on-site one-time positioning and completion of hoisting.
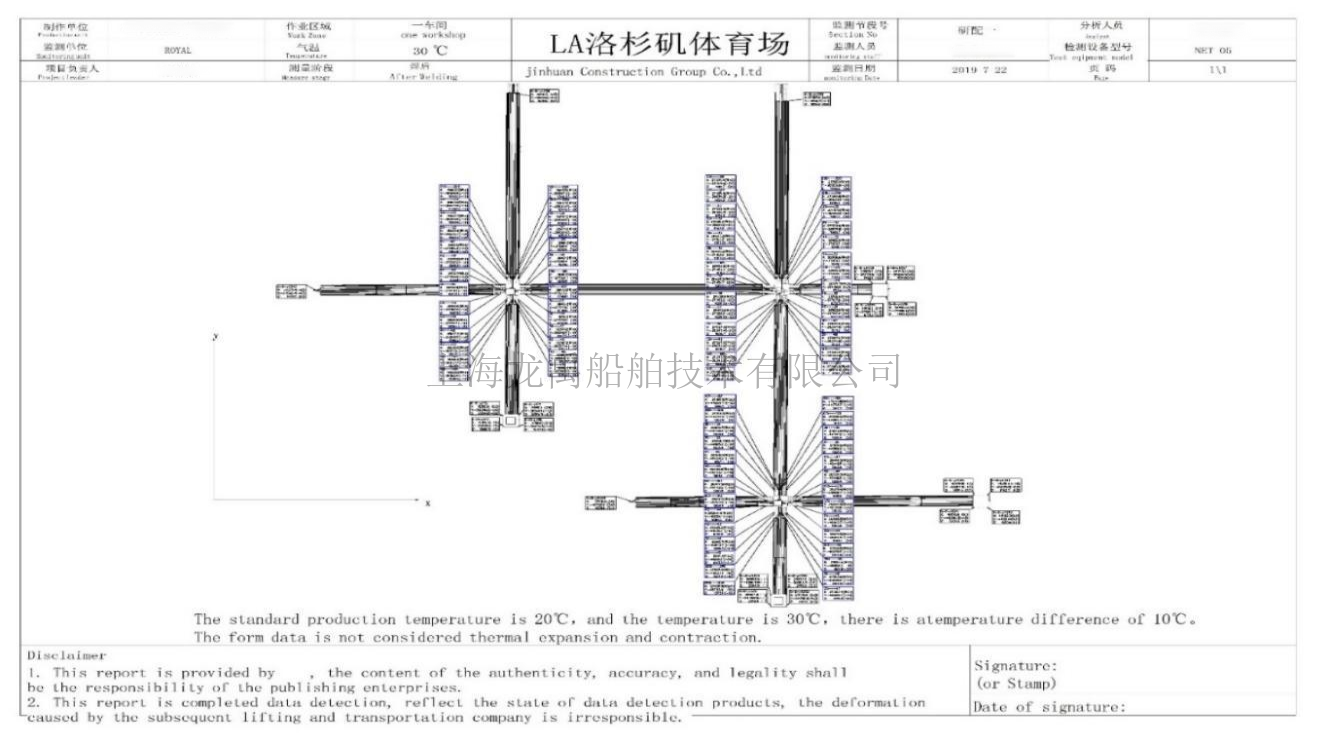
Figure 4 Schematic diagram of simulated loading report
III. Precision Control Resource Allocation

IV. Summary
Through systematic precision intervention and changes in detection methods, the precision awareness, skills, and standardized detection operations of manufacturing personnel have been improved, and data visualization and traceability have been achieved, ensuring that the component precision is within the tolerance requirements. At the same time, the component production time has been reduced by 10 days compared to the production scheduling plan.
According to feedback from the US installer, the application of simulated loading technology has increased installation efficiency by 75%. The successful completion of this project has laid a good foundation and reputation for the manufacturer to undertake the manufacture of high-precision projects in the future.
Company Address: Room 201, Building 11, No. 299, Bisheng Road, Pudong New District, Shanghai
Company Telephone:021-33830252
Company Fax: 021-33830253
Company Postcode: 201204
Company Email:service@shipac.com.cn